
Когда следует исправлять дефекты сварных соединений подлежащих термообработке отпуску
Опубликовано: 22.04.2026
Сварные металлоконструкции активно используются в разных сферах жизнедеятельности. Но в процессе сваривания отдельных элементов в цельные конструкции могут возникать дефекты сварных швов и соединений, которые негативно сказываются на прочности и безопасности эксплуатации готовых металлоизделий.
Что такое дефекты сварных соединений
Размерные параметры сварного соединения четко определены государственными стандартами, при этом свой ГОСТ есть у каждого вида сварки. Любые отклонения от установленных нормативно-техническими документами показателей считаются дефектами. Возникают они как при проведении сварочных работ, так и при нарушении требований в процессе подготовки соединяемых элементов и сборке конструкций в единое целое.
Виды дефектов сварочных швов

В силу разных обстоятельств сварочные стыки могут иметь повреждения, влияющие на их прочностные характеристики. Все виды дефектов сварных соединений разделяются на три основные группы:
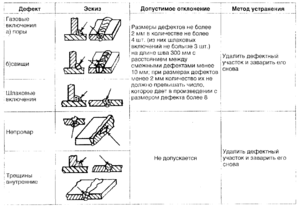
- наружные дефекты. К данной группе относят неравномерность формы стыкового соединения, наплывы, трещины, прожоги металла, подрезы шва, кратеры и другие изъяны, возникающие на поверхности. Обнаружить их можно при визуальном осмотре;
- внутренние дефекты. Это может быть некачественное сплавление металла, пористость и трещины, сторонние включения (оксидные, шлаковые и неметаллические) и другие, находящиеся внутри шовного соединения;
- сквозные дефекты. Сюда относят трещины, подрезы, прожоги и другие повреждения, которые изнутри проходят на внешнюю поверхность сквозь шовное соединение.
Дефекты любого вида не допускаются в сварных соединениях и подлежат устранению, особенно касается это случаев, когда металлоконструкции выступают составляющими элементами несущих конструкций и должны выдерживать интенсивные нагрузки.
Характеристики и причины основных дефектов сварки
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.

Трещины

Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы

Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы

Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
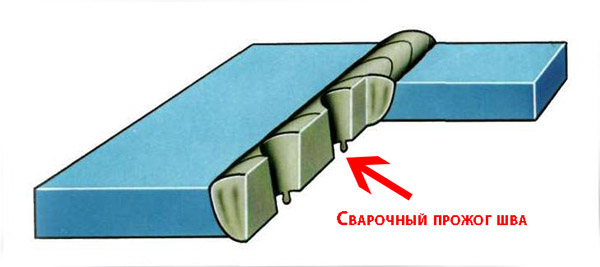
Прожоги

Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары

Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры

Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи

Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость

Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Причины появления дефектов
Каждый из всех встречающихся дефектов возникает вследствие конкретных факторов. При этом выделяют причины образования дефектов сварных соединений общего характера:
- использование некачественных расходных материалов для сваривания элементов;
- несоблюдение сварочных технологий;
- низкое качество металла, из которого создаются конструкции;
- некачественное или неисправное оборудование;
- неправильный режим сварки;
- технологические ошибки, вызванные низкой квалификацией сварщика.
Чтобы металлоконструкции получались качественными и выносливыми, следует строго соблюдать нормы сваривания и доверять работы профессиональным сварщикам.
Методы выявления дефектов
Выявление дефектов сварных соединений осуществляется следующими способами:
- визуальный осмотр и обмер стыковочных швов;
- испытания стыков на непроницаемость;
- определение дефекта сварного соединения специальными приборами;
- испытания образцов на прочность в лабораторных условиях.
Осмотр сварочного шва осуществляется только после очистки его от шлака, устранения застывших брызг металла и других типов загрязнений. Проверке подлежат размеры и правильность формы соединений, наличие или отсутствие прожогов, кратеров, трещин, свищей и других погрешностей.
Испытание непроницаемости позволяет выявить дефекты сварных соединений трубопроводов, например, поры, трещины, сквозные непровары. Проверяются конструкции несколькими способами:
- обдуванием или заполнением швов воздухом;
- поливом струей воды или наполнение отсеков водой под давлением;
- смазыванием швов керосином.
Если в ходе проверки обнаружен дефект, то деталь возвращается на дополнительную обработку.
Способы устранения дефектов
Любой сварочный процесс сопровождается образованием дефектов, вне зависимости выполняется он инвертором, полуавтоматом, трансформатором или другим оборудованием. При этом выделяют недопустимые и допустимые дефекты сварных соединений, по сложности которых определяется пригодность или непригодность конструкции к дальнейшей эксплуатации.
Способы устранения дефектов сварных соединений выбираются с учетом типа обнаруженного повреждения:
- прожоги исправляют тщательной зачисткой стыка с последующей его заваркой;
- для устранения подрезов выполняется наплавка тонкого соединения по всей линии дефекта;
- исправление трещины осуществляется методом ее полного рассверливания, вырубкой шва на проблемном участке, очисткой поверхностей и повторным завариванием с соблюдением сварочной технологии и действующих нормативов;
- непровары удаляются путем их вырезания и повторного сваривания;
- свищи и кратеры вырезаются до достижения основного металла, после чего по-новому завариваются;
- наплывы аккуратно срезаются, но при этом обязательно следует проверить срез на предмет наличия непровара;
- деформация при сварке устраняется термическим или термомеханическим способом;
- все типы дефектов с посторонними включениями устраняют вырезкой и завариванием.
Если в ходе обследования обнаружены технологические дефекты сварных соединений труб, то устранять их следует строго в соответствии нормативных требований одним из методов:
- механическим без последующей заварки;
- механическим с завариванием места выборки;
- вырезкой участка трубы, на котором присутствует дефект;
- полным удалением шовного соединения и выполнением нового.
При проверке на прочность и герметичность газораспределительных сетей разрешается исправлять дефекты сварных соединений газопроводов в случае, когда сварочный процесс выполнялся дуговой сваркой и не допускается при сваривании газовой сваркой.
Методы контроля сварных соединений
Тот факт, что влияние дефектов на качество сварной металлоконструкции максимизирует риски разрушения изделий доказывать не нужно. Чтобы в процессе сваривания получать действительно надежные, прочные и выносливые конструкции, после завершения работ должен проводиться контроль качества сварных соединений.
Осуществляется контроль сварочных швов поэтапно:
- предварительный. Включает проверку марки металла, качества заготовок, кислорода, присадочной проволоки и других расходных материалов;
- контроль в ходе сварочных работ. Подразумевает постоянные проверки режима сварки, исправности оборудования, осмотр швов и измерение их специальными шаблонами. При выявлении отклонений от установленных стандартов сразу же можно провести удаление дефектов сварных соединений;
- контроль готовой конструкции. Внешние дефекты можно увидеть при обычном осмотре. При необходимости стыки проверяются на плотность, а также подвергаются другим испытаниям.
Все методы контроля сварных соединений разделяются на две группы – разрушающие и неразрушающие. Как правило для выявления дефектов применяются неразрушающие методы, к которым принадлежат:
- внешний осмотр: ;
- магнитный контроль;
- цветная дефектоскопия;
- радиационная дефектоскопия;
- капиллярная дефектоскопия;
- контроль стыков на проницаемость и другие методы обнаружения дефектов сварных соединений.
Методы разрушающего контроля подразумевают испытания отобранных образцов и применяются в основном при необходимости получить параметры сварного шва и зоны термического влияния. Контроль осуществляется химическим анализом, механическими и металлографическими испытаниями.
Заключение
Чтобы сварочный шов по всем параметрам соответствовал стандартам качества и заданным требованиям, то начиная с подготовки подлежащих соединению элементов и до окончания сварочного процесса необходимо осуществлять контроль. Это позволит предотвратить основные дефекты сварных соединений или же оперативно их устранить.
3. Обозначение химических элементов и их содержание в стали.
ВОПРОС 3. Укажите причины образования кратера?
1. Кратер образуется в месте выделения газов в процессе сварки.
2. Из-за резкого отвода дуги от сварочной ванны.
3. Из-за значительной усадки металла в процессе кристаллизации.
ВОПРОС 4. Зависит ли напряжение дуги от ее длины при ручной дуговой сварке?
3. Зависит при малых и больших величинах сварочного тока
ВОПРОС 5. Кто должен производить подключение и отключение сварочного источника питания к силовой сети?
1. Электротехнический персонал данного предприятия.
2. Сварщик, работающий на данной установке.
3. Сварщик, работающий на данной установке под наблюдением мастера.
ВОПРОС 6. Какие должны быть род и полярность тока при выполнении горячего прохода соединений из углеродистых сталей электродами с целлюлозным покрытием?
1. Переменный ток.
2. Постоянный ток обратной полярности.
3. Постоянный ток прямой полярности.
ВОПРОС 7. Какие поверхности подлежат зачистке при подготовке под сборку деталей трубопровода пара и воды?
1. Должны быть очищены от загрязнений и ржавчины до металлического блеска торцы труб.
2. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки и наружные поверхности деталей.
3. Должны быть очищены от загрязнений и ржавчины до металлического блеска кромки, а также прилегающие к ним внутренние и наружные поверхности деталей.
ВОПРОС 8. Для сварки какого класса сталей применяют электроды типов Э-09М и Э-09МХ?
1. Для сварки теплоустойчивых низколегированных сталей.
2. Для сварки конструкционных сталей повышенной и высокой прочности.
3. Для сварки высоколегированных сталей.
ВОПРОС 9. С какой целью на электродный стержень наносят покрытие?
1. Для стабилизации горения дуги, легирования металла шва и защиты сварочной ванны от попадания газов из воздуха и формирования шва.
2. Для предохранения стержня от попадания влаги.
3. Для снижения вероятности образования как холодных, так и горячих трещин в металле шва.
ВОПРОС 10. Как влияет длина дуги на устойчивость ее горения?
1. С увеличением длины дуги устойчивость горения снижается.
2. С увеличением длины дуги устойчивость горения увеличивается.
3. Не оказывает практического влияния.
ВОПРОС 11. Выберите наиболее полные рекомендации по защите места сварки в условиях монтажа?
1. Необходимо обеспечить защиту места сварки от ветра.
2. Необходимо обеспечить защиту в виде навеса от воздействия атмосферных осадков.
3. Необходимо защищать от ветра, сквозняков и атмосферных осадков.
ВОПРОС 12. Листы какой толщины можно сваривать ручной дуговой сваркой без разделки кромок?
ВОПРОС 13. Как влияет увеличение тока при ручной дуговой сварке на геометрические размеры сварного шва?
1. Уменьшается глубина провара и увеличивается высота усиления шва.
2. Увеличиваются глубина проплавления и высота усиления шва.
3. Уменьшается высота усиления шва и увеличивается глубина проплавления.
ВОПРОС 14. Как включают амперметр в электрическую цепь?
1. Последовательно в электрическую цепь с вольтметром.
2. Последовательно в общую электрическую цепь.
3. Параллельно в общую электрическую цепь.
ВОПРОС 15. Для чего сварщику нужна спецодежда?
1.Для защиты сварщика от тепловых, световых, механических и других воздействий при сварке.
2. Для защиты его от выделяющихся вредных аэрозолей и свечения дуги.
3. Для защиты его от поражения электрическим током.
ВОПРОС 16. Что из перечисленного ниже наиболее сильно влияют на свариваемость металла?
1. Химический состав металла.
2. Механические свойства металла.
3. Электропроводность металла.
ВОПРОС 17. Как влияет величина объема металла, наплавленного за один проход, на величину деформаций?
1. Увеличивает остаточные деформации сварных конструкций.
2. Уменьшает остаточные деформации сварных конструкций.
3. Не влияет на остаточные деформации сварных конструкций.
ВОПРОС 18. В какой момент следует исправлять дефекты сварных соединений подлежащих последующей термообработке?
1. До термообработки
2. По согласованию с головной материаловедческой организацией.
3. После термообработки.
ВОПРОС 19. Граждане какого возраста могут быть допущены к выполнению сварочных работ?
ВОПРОС 20. Какой линией условно изображают видимый сварной шов на чертеже?
1. Сплошной основной.
3. Штрих – пунктирной.
Для перехода на следующую страницу, воспользуйтесь постраничной навигацией ниже
8.1.1 При изготовлении и монтаже резервуаров применяют следующие электродуговые способы сварки:
- механизированную дуговую сварку плавящимся электродом в защитном газе;
- автоматическую дуговую сварку плавящимся электродом под флюсом;
- механизированную дуговую сварку самозащитной порошковой проволокой;
- механизированную дуговую сварку самозащитной порошковой проволокой в среде защитного газа;
- ручную дуговую сварку.
8.1.2 Организации-подрядчики (изготовитель и монтажник) разрабатывают операционные технологические карты по сварке и контролю сварных соединений.
Технологические процессы заводской и монтажной сварки должны обеспечивать параметры сварных соединений в соответствии с требованиями проектов КМ и ППР и настоящего стандарта к физико-механическим характеристикам, геометрическим размерам, предельным параметрам и видам дефектов (см. 5.2.1.8, 5.2.3, 8.1.6, 8.1.7, 8.1.9.2, 8.2).
Руководство сварочными работами и сварку металлоконструкций резервуаров должны выполнять специалисты, аттестованные в соответствии с [16].
8.1.3 Заводскую сварку резервуарных конструкций следует выполнять в соответствии с утвержденным технологическим процессом, в котором должны быть предусмотрены:
- требования к форме и подготовке кромок свариваемых деталей;
- способы и режимы сварки, сварочные материалы, последовательность выполнения технологических операций;
- указания по подготовке и сборке деталей перед сваркой с использованием кондукторов.
8.1.4 Монтажную сварку конструкций выполняют в соответствии с указаниями ППР, в котором должны быть предусмотрены:
- наиболее эффективные способы сварки монтажных соединений;
- форма подготовки свариваемых элементов;
- технологические режимы сварки;
- необходимые технологическая оснастка и оборудование;
- указания по климатическим (температура, ветер, влажность) условиям выполнения сварочных работ.
8.1.5 Применяемые сварочные материалы, требования к условиям их хранения должны соответствовать стандартам или ТУ на поставку сварочных материалов.
Сварочные материалы и технологии сварки должны быть аттестованы по [17] - [19].
8.1.6 Способы и режимы сварки конструкций должны обеспечивать:
- уровень механических свойств и хладостойкости сварных соединений, предусмотренных проектной документацией;
- уровень дефектности, не превышающий требований настоящего стандарта (см. 8.2, 8.3).
8.1.7 Коэффициент формы наплавленного шва (прохода) должен быть в пределах от 1,3 до 2,0. Допускается выполнение прерывистых сварных швов за один проход в нерасчетных соединениях элементов резервуаров, не оказывающих влияния на их герметичность.
8.1.8 Временные технологические детали, привариваемые к резервуару при изготовлении элементов и монтаже и подлежащие удалению, должны быть удалены без ударного воздействия на элементы резервуара, а остатки сварных швов - зачищены заподлицо с основным металлом и проконтролированы.
8.1.9 Требования к механическим свойствам сварных соединений
8.1.9.1 Механические свойства (кроме твердости) металла угловых, нахлесточных и тавровых соединений определяют на образцах, вырезанных из стыковых сварных соединений-прототипов. Стыковые соединения-прототипы должны выполняться с использованием марок сталей, сварочных материалов и оборудования, предназначенных для сварки указанных выше типов соединений.
8.1.9.2 Требования к прочностным характеристикам
Металл сварных соединений должен быть равнопрочен основному металлу. Испытания следует проводить на трех образцах типа XII или XIII по ГОСТ 6996. К металлу сварного шва сопряжения стенки с днищем (уторного шва) предъявляют дополнительное требование равнопрочности с основным металлом по нормативному значению предела текучести.
8.1.9.3 Требования к ударной вязкости сварных соединений
Ударная вязкость при установленной температуре испытаний должна быть не менее значений, указанных в 5.2.3.
Температуру испытаний устанавливают в соответствии с требованиями 5.2.3.2.
Испытания на ударный изгиб (ударную вязкость) следует проводить для металла сварного шва и зоны термического влияния стыковых соединений элементов групп А и Б. При этом определяют ударную вязкость металла шва и зоны термического влияния (ЗТВ) на трех поперечных образцах (по шву - три образца; по ЗТВ - три образца) с острым надрезом типа IX (для толщины основного металла 11 мм и более) и типа X (для толщины основного металла 6-10 мм) по ГОСТ 6996.
8.1.9.4 Требования к технологическим испытаниям на изгиб сварных соединений
При испытаниях сварных соединений на статический изгиб среднеарифметическое значение угла изгиба шести поперечных образцов (тип XXVII по ГОСТ 6996) должно быть не менее 120°, а минимальное значение угла изгиба одного образца - не ниже 100°. При толщине основного металла до 12 мм включительно испытания проводят изгибом образца с корнем шва внутрь (на трех образцах) и корнем шва наружу (на трех образцах), а при толщине основного металла более 12 мм - изгибом образцов «на ребро» (на шести образцах).
8.2 Технические требования к сварным соединениям
8.2.1 Конструкция сварных соединений элементов резервуара должна соответствовать требованиям КМ и ППР.
8.2.2 По внешнему виду сварные швы должны соответствовать следующим требованиям:
- металл шва должен иметь плавное сопряжение с основным металлом;
- швы не должны иметь следующих дефектов: трещин любых видов и размеров, несплавлений, грубой чешуйчатости, наружных пор и цепочек пор, прожогов и свищей.
8.2.3 Значения подрезов основного металла не должны превышать указанных в таблице 16.
Таблица 16. Допускаемое значение подреза основного металла в стыковом шве
| Наименование сварного соединения | Допускаемое значение подреза при уровне ответственности резервуара | ||
|---|---|---|---|
| IV | III | I; II | |
| Вертикальные поясные швы и соединение стенки с днищем | 5 % толщины, но не более 0,5 мм | Не более 0,5 мм | Не более 0,3 мм |
| Горизонтальные соединения стенки | 5 % толщины, но не более 0,8 мм | 5 % толщины, но не более 0,6 мм | 5 % толщины, но не более 0,5 мм |
| Прочие соединения | 5 % толщины, но не более 0,8 мм | 5 % толщины, но не более 0,6 мм | 5 % толщины, но не более 0,6 мм |
| Примечание - Длина подреза не должна превышать 10 % длины шва в пределах листа. | |||
8.2.4 Выпуклость швов стыковых соединений элементов резервуара не должна превышать значений, указанных в таблице 17.
Таблица 17. Выпуклость стыковых сварных швов
| Толщина листов, мм | Максимальное значение выпуклости, мм | |
|---|---|---|
| Вертикальных соединений стенки | Прочих соединений | |
| До 12 включ. | 1,5 | 2,0 |
| Свыше 12 | 2,0 | 3,0 |
8.2.5 Для стыковых соединений деталей резервуара одной толщины допускается смещение свариваемых кромок относительно друг друга не более:
- для деталей толщиной не более 10 мм - 1,0 мм;
- для деталей толщиной более 10 мм - 10 % толщины, но не более 3 мм.
8.2.6 Максимальные катеты угловых сварных швов не должны превышать 1,2 толщины более тонкой детали в соединении.
Для деталей толщиной 4-5 мм катет углового сварного шва должен быть равен 4 мм. Для деталей большей толщины катет углового шва должен определяться расчетом или конструктивно, но быть не менее 5 мм. Данное требование не распространяется на размер шва приварки настила легкосбрасываемой крыши к верхнему кольцевому элементу стенки.
8.2.7 Выпуклость или вогнутость углового шва не должна превышать более чем на 20 % величину катета шва.
8.2.8 Допускается уменьшение катета углового шва не более чем на 1 мм. Увеличение катета углового шва допускается не более чем на:
- 1,0 мм - для катетов до 5 мм;
- 2,0 мм - для катетов свыше 5 мм.
8.2.9 Нахлесточное соединение, сваренное сплошным швом с одной стороны, допускается только для соединений днища и настила стационарной каркасной крыши; величина нахлеста должна быть не менее 60 мм для соединений полотнищ днища и не менее 30 мм - для соединений листов крыши и днища, но не менее пяти толщин наиболее тонкого листа в соединении.
8.3 Контроль качества сварных соединений
8.3.1 Контроль качества сварных соединений в процессе строительства резервуаров должен предусматривать:
- применение способов сварки, методов и объемов контроля сварных швов, адекватных уровню ответственности резервуара;
- применение оптимальных технологических сварочных процедур и материалов в соответствии с требованиями проектов КМ и ППР;
- осуществление технического и авторского надзора.
8.3.2 Применяют следующие виды контроля качества сварных соединений:
- визуально-измерительный контроль всех сварных соединений резервуара по [20];
- контроль герметичности (непроницаемости) сварных швов;
- капиллярный метод (цветная дефектоскопия), магнитопорошковая дефектоскопия для выявления поверхностных дефектов с малым раскрытием;
- физические методы для выявления наличия внутренних дефектов: радиография или ультразвуковая дефектоскопия;
- механические испытания сварных соединений образцов;
- гидравлические и пневматические прочностные испытания конструкции резервуара.
8.3.3 Методы контроля сварных соединений конструкций резервуаров представлены в таблице 18.
Таблица 18. Методы контроля сварных соединений металлоконструкций резервуаров
1) Допускается применение УЗК.
2) Допускается применение радиографирования.
3) Контроль пробой «мел - керосин» проводят до сварки шва с внутренней стороны.
8.3.4 Нормативы для оценки дефектности сварных швов или значения допустимых дефектов должны быть указаны в проектной документации.
8.3.5 Проводят визуально-измерительный контроль 100 % длины всех сварных соединений резервуара. Контроль проводят в соответствии с требованиями [20].
Требования к качеству, форме и размерам сварных соединений должны соответствовать 8.2 и проектной документации.
8.3.6 Контролю на герметичность подвергают сварные швы, обеспечивающие герметичность корпуса резервуара, а также плавучесть и герметичность понтона и плавающей крыши (см. таблицу 18).
Для контроля герметичности сварных соединений и конструкций применяются следующие методы контроля:
- вакуумирование (по ГОСТ 3242);
8.3.7 Капиллярный метод - цветной (хроматический) - применяют в соответствии с ГОСТ 18442 по 4-му классу чувствительности.
Контроль капиллярным методом проводят после проведения визуально-измерительного контроля.
8.3.8 Контроль сварных швов физическими методами
8.3.8.1 Применяют следующие методы физического контроля:
- радиографический (рентгенографирование, гаммаграфирование, рентгенотелевизионный) по ГОСТ 7512;
- ультразвуковую дефектоскопию по ГОСТ 14782;
- магнитопорошковый метод по ГОСТ 21105;
- цветной (хроматический) по ГОСТ 18442.
8.3.8.2 Радиографическому контролю подлежат сварные швы стенок резервуаров и стыковые швы окраек в зоне сопряжения со стенкой.
8.3.8.3 Радиографический контроль проводят после приемки сварных соединений методом визуального контроля.
8.3.8.4 При контроле пересечений швов резервуаров рентгеновские пленки размещают Т-образно или крестообразно - по две пленки на каждое пересечение швов.
8.3.8.5 Длина снимка должна быть не менее 240 мм, а ширина - согласно ГОСТ 7512. Чувствительность снимков должна соответствовать 3-му классу согласно ГОСТ 7512.
8.3.8.6 Оценка внутренних дефектов сварных швов резервуаров при радиографическом контроле - по ГОСТ 23055.
Допускаемые виды и размеры дефектов в зависимости от класса резервуаров определяют по ГОСТ 23055:
- для резервуаров IV класса опасности - по 6-му классу соединений;
- для резервуаров III класса опасности - по 5-му классу соединений;
- для резервуаров I, II класса опасности - по 4-му классу соединений.
Непровары и несплавления в швах не допускаются.
8.3.8.7 Объемы физического контроля сварных швов (в процентах длины шва) стенок резервуаров в зависимости от класса опасности резервуаров должны соответствовать требованиям таблицы 19.
8.3.8.8 Для выявления внутренних и поверхностных дефектов в сварных швах и околошовной зоне основного металла применяется ультразвуковая дефектоскопия.
8.3.8.9 Оценка качества сварных швов по результатам ультразвукового контроля должна выполняться в соответствии с [21].
Таблица 19. Объемы физического контроля сварных соединений стенок резервуаров
1. При выборе зон контроля преимущество следует отдавать местам пересечения швов.
2. Монтажные стыки резервуаров рулонной сборки объемом от 1000 м 3 и более должны контролироваться в объеме 100 % длины швов.
8.3.8.10 Результаты испытаний и контроля качества сварных соединений оформляются актами установленной формы и являются обязательным приложением к сопроводительной документации на резервуар.

Дефе́кты сварны́х соедине́ний — любые отклонения от заданных нормативными документами параметров соединений при сварке, образовавшиеся вследствие нарушения требований к сварочным материалам, подготовке, сборке и сварке соединяемых элементов, термической и механической обработке сварных соединений и конструкции в целом.
Разновидности сварочных ошибок
Изъяны сварных швов делятся на два типа: наружный и внутренний. Их названия отражают суть этих понятий. Наружные изъяны находятся на поверхности соединения.
Они обнаруживаются без дополнительных приспособлений, простым осмотром. Внутренний тип недочетов сварки внешне не заметен.
Такие изъяны находятся внутри соединения. Для их обнаружения и исправления нужно дополнительное оборудование.
Причины возникновения дефектов
Есть два типа факторов, влияющих на качество сварочных работ:
![]()
Объективные — имеющие отношение к свойствам свариваемых материалов, поведению металлов в условиях, диктуемых технологическим процессом. Недаром одной из важных характеристик любого сплава является свариваемость. Иногда возникает необходимость сварить материалы с плохой свариваемостью. Такие задачи иногда ставятся в мелкосерийном или единичном производстве. Даже при полном соблюдении требований технологического процесса может сохраняться определенный процент брака, который приходится официально считать допустимым.- Субъективные — зависящие от исполнителей. Причем к исполнителям следует относить не только рабочих, выполняющих сварку, но и технологов, которые несут ответственность за правильность параметров технологического процесса, верный выбор оборудования и режимов сварки.
Основными субъективными причинами возникновения дефектов сварочных швов являются:
- ошибки при подготовке свариваемых поверхностей;
- применение инструмента, отличного от указанного технологом;
- неисправность сварочного инструмента;
- малый опыт работы и низкая квалификация сварщика;
- отступление от требуемых режимов сварки.
Наружные изъяны

Непровары

Такие наружные недочеты появляются, когда на сварочном оборудовании установлен низкий уровень силы тока. Когда этот показатель занижен, воздействия тока не хватает для полного проваривания стыка.
Также непровары могут получаться при повышенной скорости сваривания деталей. В таком случае металл просто не успевает качественно провариться. Еще одной причиной может послужить неумелое разделывание кромок будущего соединения.
Для предотвращения этого сварочного недостатка достаточно правильно установленной силы тока и оптимальной длины сварной дуги.
Подрезы

Этот изъян характерен для тавровых швов и работы внахлест. В стыковой сварке он встречается редко. Появляется он при неверной настройке дугового напряжения и нарушении скорости сварки.
Предотвращение подрезов происходит достаточно легко. При сварке уменьшается напряжение сварной дуги, нормализуется скорость работы. Для точного результата стоит варить на короткой длине дуги.
Она формирует достаточно тонкое полотно, благодаря которому нормализуется сварное тепловложение. Это защищает от подрезов.
Наплывы

Если во время сварки образуются наплывы, значит неправильно настроен РДС. Для предотвращения появления этого недостатка нужно зачистить сварочные кромки, провести перенастройку аппарата.
Нормализовать показатели тока, напряжения. Проверить скорость подачи прутка, если работа производится полуавтоматическим оборудованием.
Прожоги
Прожогом называют появление в шовном полотне сквозных отверстий. Они часто встречаются в работах новичков. Их причина – низкая скорость сваривания, из-за которой некоторые раскаленные места прожигаются насквозь.
Второй причиной может служить завышенная сила тока. Швы с такими изъянами непрочные и не герметичные, что будет ключевым моментом в сваривании труб или резервуаров.
Для защиты от прожогов снижается значение силы тока, и увеличивается скорость сварки. Значение также имеет правильность разделки кромок. Начинающему сварщику в этом помогут практические занятия и наработка опыта.
Сварка алюминия требует наиболее точного соблюдения этих показателей.
Кратеры

Кратеры – это углубления в полотне шва, которые появляются в результате резкого обрыва дуги. Несмотря на маленький размер, они могут сильно повлиять на надежность соединения.
Предотвратить их появление можно применением в работе специальных режимов. Они представляют собой функцию понижения силы тока в момент отрыва, что защищает от образования кратера.
У более старых моделей оборудования такой функции нет, поэтому плавность отрыва регулируется вручную.
Классификация по геометрии
Классификация дефектов изложена в ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения», а также в ГОСТ Р ИСО 6520-1-2012 «Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением», которые соответствуют стандарту ISO 6520.
Дефекты соединений при сварке разделяются на шесть групп:
- Трещины — несплошности, вызванная местным разрывом шва, который может возникнуть в результате охлаждения или действия нагрузок.
- Полости и поры — несплошность произвольной формы, образованная газами, задержанными в расплавленном металле, которая не имеет углов.
- Твёрдые включения — твёрдые инородные вещества металлического или неметаллического происхождения в металле сварного шва.
- Несплавления и непровары — отсутствие соединения между металлом сварного шва и основным металлом или между отдельными валиками сварного шва.
- Нарушение формы шва — отклонение формы наружных поверхностей сварного шва или геометрии соединения от установленного значения.
- Прочие дефекты — все дефекты, которые не могут быть включены в перечисленные выше группы.
Трещины
Зоны сварного соединения:
Основной металл — светло серый
Зона термического влияния — серый
Металл сварного шва — тёмно серый
Трещины возникающие в соединениях при сварке могут располагаться в металле сварного шва, в зоне термического влияния, в основном металле.
В зависимости от ориентации трещины делятся на:
- продольные (ориентированные параллельно оси сварного шва). Преимущественно обуславливаются высокими усадочными напряжениями.
- поперечные (ориентированные поперек оси сварного шва). Как правило, образуются в результате продольной усадки металла с низкой пластичностью и, обычно, неглубоки.
- радиальные (радиально расходящиеся из одной точки)
Кроме того, отдельно выделяют следующие виды трещин:
- размещённые в кратере сварного шва
- групповые и раздельные
- групповые разветвлённые
- микротрещины, обнаруживаемые физическими методами при не менее чем 50-кратном увеличении.
Методами снижения трещинообразования при сварке являются:
- прокаливание флюсов перед сваркой;
- предварительный подогрев заготовок от 250 до 450 °С;
- сваривание в режиме с оптимальными параметрами;
- медленное охлаждение металла после сварки;
- проведение после сварки мягкого отжига для снятия остаточных напряжений.
Полости и поры
Возникновение этих дефектов преимущественно обуславливается газами, задержанными в расплавленном металле. По расположению они подразделяться на:
- равномерно распределённые по сварному шву;
- расположенные скоплением;
- расположенные цепочкой.
К полостям также относятся свищи — продолговатые трубчатые полости, вызванные выделением газа, и усадочные раковины — полости, которые образуются вследствие усадки при затвердевании. Частным случаем усадочной раковины является кратер — не заваренная усадочная раковина в конце валика сварного шва.
Твёрдые включения
Выделяют следующие виды твёрдых включений:
- шлаковые включения — линейные, разобщённые, прочие;
- флюсовые включения — линейные, разобщённые, прочие;
- оксидные включения;
- металлические включения — вольфрамовые, медные, из другого металла.
Несплавления и непровары
Выделяют следующие типы несплавлений или отсутствий соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва:
- по боковой поверхности;
- между валиками;
- в корне сварного шва.
Термином непровар или неполный провар, называют несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения, заполняя зазор между деталями.
Нарушение формы шва
К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы — продольные углубления на наружной поверхности валика шва.
- усадочные канавки — подрезы со стороны корня одностороннего шва из-за усадки вдоль его границы.
- превышения выпуклости стыкового и углового швов.
- превышение проплава — избыток наплавленного металла на обратной стороне стыкового сварного шва.
- неправильный профиль шва — угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
- наплав — избыток наплавленного металла шва, натёкший на поверхность основного металла.
- линейное и угловое смещения свариваемых элементов — смещение между свариваемыми элементами при их параллельном расположении на разном уровне (линейное) или расположение кромок элементов под углом (угловое).
- натёк — металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натёки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.
- прожог — вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия.
- не полностью заполненная разделка кромок.
- чрезмерная асимметрия углового шва — значительное превышение размеров одного катета над другим.
- неравномерная ширина шва.
- неровная поверхность.
- вогнутость корня сварного шва — неглубокая канавка со стороны корня шва, возникшая из-за усадки.
Прочие дефекты
К прочим, в соответствии с ГОСТ 30242-97, относятся все дефекты, не включенные в вышеперечисленные группы. Например:
- местное повреждение металла из-за случайного зажигания дуги
- брызги металла
- поверхностные задиры — повреждения поверхности из-за удаления временно приваренного приспособления
- утонение металла
1. Исправление наружных и внутренних дефектов
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.

Рис. 1. Форма разделки шва при выборке внутреннего дефекта
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.

Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
При обнаружении недопустимых наружных или внутренних дефектов сварных соединений их обязательно исправляют. Наружные дефекты вышлифовывают с обеспечением плавных переходов на участке выборки. Выборку можно не заваривать только в том случае, если в зоне максимальной ее глубины сохранилась минимально допустимая толщина детали. Удаление дефектов с обратной стороны шва производится по всей его длине заподлицо с основным металлом.
Подповерхностные и внутренние дефекты (дефектные участки) в соединениях из алюминия, титана и их сплавов исправляют только механическим способом — вышлифовыванием абразивным инструментом, обработкой резанием или вырубкой с последующим зашлифовыванием. В ряде случаев в конструкциях из стали допускается удаление дефектных участков воздушно-дуговой или плазменно-дуговой строжкой с последующей обработкой поверхности выборки абразивными инструментами. Детали из углеродистых и кремнемарганцовистых сталей необходимо зашлифовывать до полного удаления следов предыдущей обработки.
Исправлять дефекты подваркой в зоне выборки (рис. 1) в сварных соединениях, подлежащих обязательной термической обработке и выполненных из легированных и хромистых сталей, следует после высокого (при температурах 450 … 650 °С) их отпуска (промежуточного или окончательного) за исключением отдельных случаев, оговоренных в технологической документации.
Рис. 1. Форма разделки шва при выборке внутреннего дефекта
При исправлении дефектных участков целесообразно соблюдать определенные условия. Длина исправляемого участка должна быть на 10 … 20 мм больше длины дефекта с каждой стороны. Ширина выборки должна быть такой, чтобы ширина шва, получаемого после подварки, не превышала его двойную исходную ширину. Форма и размеры подготовленной под подварку выборки должны обеспечивать возможность надежного провара. Поверхность каждой выборки должна иметь плавные очертания без резких выступов, острых углублений и заусенцев. При подварке дефектного участка следует перекрывать прилегающие участки основного металла.
В сварных швах со сквозными трещинами перед подваркой требуется зачистить поверхности детали вдоль трещины (рис. 2, а) и просверлить отверстия на расстоянии 10 мм от концов этой трещины (рис. 2, б) в целях предотвращения ее распространения. Затем нужно произвести разделку трещины в соответствии с рис. 2, в, после чего проварить дефектный участок на полную глубину.
Подварку дефектного участка осуществляют одним из способов сварки плавлением (ручной дуговой, дуговой в защитном газе и т. д.).
Исправленные швы сварных соединений следует повторно проконтролировать в соответствии с требованиями, предъявляемыми к качеству конструкции.
Рис. 2. Схемы подготовки сквозной трещины к подварке: а — зачистка поверхности детали вдоль трещины; б — сверление отверстий на расстоянии от концов трещины; в — разделка сквозной трещины
2. Заварка дефектных мест
Технология, рекомендуемая для исправления дефектов сварных соединений аргонодуговой сваркой, следующая:
- подобрать соответствующий режим сварки;
- сварочную дугу возбуждать на технологической пластине и после нагрева электрод переносить на место заварки;
- в процессе заварки и при возбуждении сварочной дуги не допускать соприкосновения конца вольфрамового прутка со сварочной ванной или присадочной проволокой;
- присадочную проволоку подавать только после оплавления кромок разделки и образования сварочной ванны;
- заварку дефектов производить в нижнем положении и под углом не более 30°;
- при многослойной заварке после наложения каждого слоя очищать наплавленный металл шва стальной щеткой;
- вылет вольфрамового электрода по отношению к нижней кромке газового сопла должен составлять 3 … 8 мм;
- горелку следует держать под углом 60 … 80° к поверхности детали в месте заварки дефекта;
- присадочную проволоку держать под углом к оси электрода горелки и вводить в сварочную ванну равномерными возвратнопоступательными движениями часто и небольшими порциями;
- заварку дефектов во всех случаях заканчивать с образованием усиления шва высотой 3 … 5 мм;
- наконечник горелки и вольфрамовый электрод периодически очищать от брызг металла;
- при случайных обрывах дуги ее повторное зажигание производить на шве на расстоянии 30 мм от места обрыва;
- длину дуги поддерживать в пределах 2,5 … 3,0 мм, обрыв дуги производить постепенным ее увеличением;
- процесс заварки начинать с предварительного местного подогрева дефектного места до оплавления кромок.
Если толщина материала детали более 15 мм, заварку дефектного участка следует производить многослойным швом. В этом случае высота наплавленного металла над поверхностью детали должна быть не менее 3 мм.
Для ответственных конструкций допускаются две подварки одного и того же дефектного участка, поскольку при большем числе подварок наблюдается существенное снижение механических свойств металла в этих зонах.
Читайте также:
- Какая посуда используется для отпуска грибов в сметане
- Безработные женщины в декрете и люди старшего возраста могут получить новую профессию
- Работник получил отпускные что считается фактической датой дохода для расчета ндфл
- Возможно ли отчисление студентов во время отпуска по беременности и родам
- Как рассчитывать отпускные 2012