
Как организовать рабочее место для правки металла
Опубликовано: 09.07.2026
Рабочее место - это часть производственной площади цеха или участка со всем необходимым оборудованием, инструментами, приспособлениями, которые применяются отдельным рабочим или бригадой для выполнения производственного задания. На каждое рабочее место отводится площадь 6 - 10 м 2 .
Под организацией рабочего места слесаря понимается правильная расстановка оборудования, наивыгоднейшее расположение инструмента и деталей на рабочем месте, планомерное снабжение деталями и запасными частями.
В настоящее время разработаны типовые проекты рабочего места слесаря, основанные на принципах научной организации труда.
Основным оборудованием и постоянным рабочим местом слесаря является верстак с установленными на них тисками. Верстак делается прочным и устойчивым, хорошо освещается, покрыт металлическим листом. Высота верстака считается правильной, если у стоящего прямо слесаря рука, согнутая в локте по углом 90 о , находится на уровне губок тисков. В ящиках верстака хранят все необходимые инструменты, которые сгруппированы по назначению (т.е. напильники должны храниться в одном месте, измерительный инструмент в другом и т. д.).
У каждого рабочего места предусматривается площадка, на которой размещаются стеллажи, подставки и пирамиды для хранения деталей, запасных частей с хорошим к ним доступом.
Необходимый инструмент, приспособления следует располагать так, чтобы можно было быстро и удобно брать нужные.
1. На рабочем месте должно находиться только то, что требуется для работы;
2. Инструменты, детали располагаются на расстоянии вытянутой руки слева и справа или спереди, в зависимости от того, какой рукой берется инструмент;
3. Инструмент и детали раскладываются в строгой последовательности их применения;
4. Напильники, сверла, метчики и другие режущие инструменты укладываются на деревянные подставки, чтобы предохранить от повреждений.
1.1. Слесарная разметка.
Разметкойназывают процесс перенесения формы и размеров детали или ее части с чертежа на заготовку, чтобы обозначить на заготовке места и границы обработки. Границами обработки отделяют тот материал, который должен быть удален, от того материала, который остается и образует деталь.
Разметку выполняют с использованием различных инструментов, которые подразделяются на следующие виды: (рис.1.2)
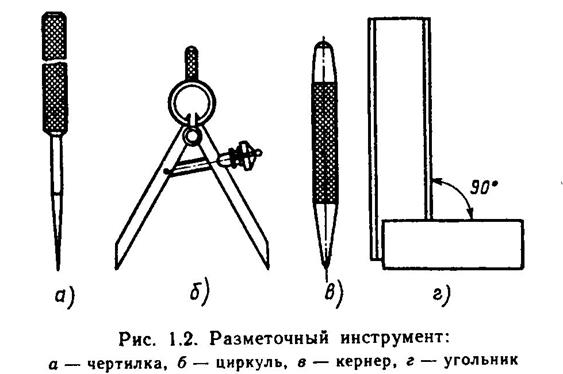
1) для проведения рисок и нанесения углублений (чертилки, циркули, кернеры);
2) для измерения и контроля линейных и угловых величин (металлические линейки, штангенциркули, угольники, микрометры, угломеры и др.);
3) комбинированные, позволяющие производить измерения и проводить риски (разметочные штангенциркули, штангенрейсмусы и др.).
Чертилки служат для нанесения рисок на поверхности заготовок.
Разметочные циркули по устройству и назначению соответствуют чертежным и служат для проведения окружностей, перенесения линейных размеров.
Стальные ножки чертилок и циркулей изготавливают из сталей У7 и У8, рабочие концы чертилок и циркулей остро затачивают.
Кернер служит для нанесения углублений на разметочных рисках, чтобы в процессе обработки разметочные риски, даже стираясь, были заметны. Кернер - стальной круглый стержень, изготавливается из легированной (7ХФ, 8ХФ) или углеродистой стали (У7А, У8А) стали. Его рабочая часть закалена и заточена под углом 60 о .
Угольники используют для нанесения линий, углов и их проверки.
Разметочный штангенциркуль служит для измерения размеров наружных и внутренних поверхностей и для проведения разметочных рисок. От обычного штангенциркуля он отличается наличием на его губках твердосплавных остро заточенных наконечников.
1.2. Рубка
Рубка -метод слесарной обработки заготовок с помощью зубила или крейцмейселя. Рубкой удаляют излишки металла, обрубают заусенцы на деталях, вырубают раковины, неметаллические включения, смазочные и шпоночные пазы, зачищают сварные швы.
Рубку производят в тех случаях, когда не требуется особой точности обработки и нужно убрать небольшой слой металла с детали. Эта работа трудоемка и малопроизводительна, требующая больших затрат физической силы, выполняется с использованием зубила, крейцмейселя и молотка, применяемая лишь в случаях, когда невозможно использовать машинную обработку.
В процессе рубки режущий инструмент держат левой рукой за среднюю часть, а молоток - в правой и наносят удары молотком с такой силой, чтобы лезвие зубила врезалось в металл.
Для повышения производительности (в 6-8 раз) процесса рубки используются пневматические и электрические рубильные молотки. За счет давления воздуха Р = 5-6 атм. и эл.магнитного поля обеспечивается возвратно-поступательное движение ударника.
Зубила слесарные(ГОСТ 7211-94) используются для рубки металлов и выпускаются длиной и шириной соответственно 100 (5), 125(10), 150(15), 175(20) и 200(25) мм. Угол острия выбирается: для твердого металла 70 о , для среднего - 60 о и для мягкого - 45 о . (рис.1.4)
Крейцмейсель -используется для вырубки узких канавок и шпоночных пазов и отличается от зубила более узкой режущей частью. Углы заточки и закалка аналогичны зубилу.
Зубила и крейцмесели изготавливают из легированной (7ХФ и 8ХФ) или углеродистой (У7А и У8А) стали.
Слесарные молотки (ГОСТ 2310-94) выпускаются с круглыми и с квадратными бойками. Они изготавливаются из сталей У7 и У8 , стали 50 и имеют номера от 1 до 8 с весом от 50 гр. до 1 кг. Длина ручки молотков равна 250 - 450 мм, они изготавливаются из граба, клена, ясеня, березы, дуба и др. прочных материалов.
1.3. Резка металла
Резкойназывают процесс разделения заготовки на части заданных размеров и формы, основанная на различных способах разрушения материала заготовки в месте среза. Резку применяют в тех случаях, когда необходимо отделить от куска металла какую-то его часть, а также при вырезке в металле углов, пазов и т.д.
Различают следующие методы резки.
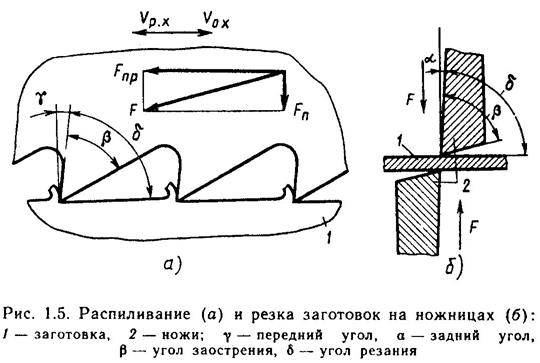
1. Распиливание ножовками, ленточными или дисковыми пилами. Используется для резки сортового проката.
2. Резка ножницами. Применяется для резки листового проката.
3. Резка на металлорежущих станках (токарных, фрезерных и др.).
4. Ацетиленокислородная резка, используемая для резки заготовок значительной толщины из углеродистой стали. Она не обеспечивает высокой точности, но широко распространена благодаря своей простоте, высокой производительности и универсальности.
5. Анодно-механическая, лазерная резка, используемая для резки высокопрочных материалов, когда другие методы не обеспечивают необходимой производительности и качества.
Резка металла может производиться кусачками (резка проволоки), ножницами (листы), ножовками (профильный металл), труборезами (трубы).
Ножовочные станки (ручная ножовка)используются для резки труб небольшого диаметра, различных профилей и бывают цельные и раздвижные. Ножовочные полотна изготавливаются из сталей марок У10, У10А, У12 и У12А, легированных (Х6ВФ, В2Ф) сталей с мелкими зубьями в виде клиньев на одной или двух сторонах. Размеры полотен для ручных ножовок: расстояние между центрами - 300 мм, ширина -15; толщина - 0,8 мм.
Число зубьев на каждые 25 мм рабочей длины полотна бывает 16,19,22. Полотна с крупными зубьями применяют для резки мягких металлов, со средними - для отожженной стали, с мелкими - для стали и чугуна.
В процессе резки нажимать на ножовку следует только при движении вперед (рабочий ход), при движении назад резание металла не происходит.
На крупных заводах применяют специальные механические ножницы, механизированные ножовки, механические дисковые пилы, газовые резаки, абразивные круги (болгарки) и т. д., позволяющие повысить производительность операций резки в 8 - 10 раз и значительно облегчающие труд.
Труборез применяют для разрезания труб различных диаметров, что значительно облегчает и ускоряет процесс резки труб.
Правка и гибка
Правкойназывают метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения от формы (коробления, вмятины, изгибы, скручивание), которые возникают при рубке и резке материала, при термической обработке, сварке или в результате неправильного хранения и транспортирования.
Правка производится на правильных плитах ударами молотка.
При правке листа с местными выпуклостями, удары следует наносить от периферии к центру выпуклости; при правке листа, имеющего волнистость по краям, удары молотком наносят по середине.
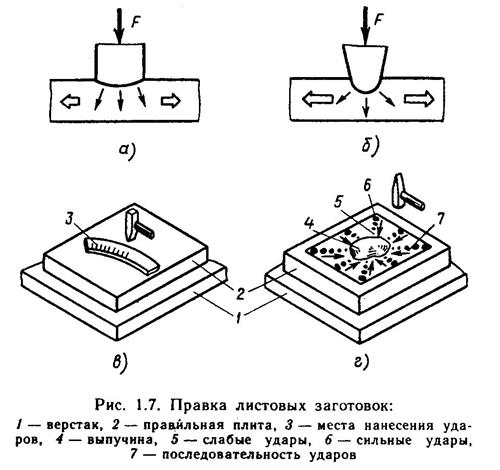
Механизированная правка металла достигается с использованием различных приспособлений, правильных валков, многовалковых листоправильных и углоправильных станков. Листы пропускают между валками несколько раз, пока на них не исчезнут выпучины или впадины.
Гибкой -называют метод слесарной обработки, при котором геометрическая форма заготовки изменяется в результате пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов и т. д.). Гибкуприменяют для придания необходимой формы листовому, а также материалу круглого, квадратного и прямоугольного сечения. Гибку производят вручную ударами молотка в тисках, в струбцинах, с помощью специальных приспособлений (универсальных гибочных станках). Гибку труб производят обычно с наполнителями, чтобы избежать образования складок и сплющивания стенок (используется песок, свинец, канифоль).
Для гибки труб применяют ручные трубогибы (до d=20мм) и механические (до d = 100 мм) с толщиной стенок до 4 мм.
Опиливание
Опиливанием -называют метод обработки заготовок напильником для получения необходимой формы, размера, шероховатости поверхности.
Опиливаниеметалла производится напильником, в тисках и основано на разрушении поверхностного слоя материала заготовки режущими элементами инструмента (напильника).
Напильники(ГОСТ 1465-93) представляют собой многолезвийный режущий инструмент, у которого зубья расположены на поверхности стальных закаленных брусков, имеющих различный профиль поперечного сечения и длину. Напильники подразделяются по форме поперечного сечения на плоские, квадратные, трехгранные, ножовочные, ромбические, полукруглые и круглые, а по числу насечек на единицу длины - на драчевые, имеющие от 4 до 12 насечек, личные - 13 - 24 насечки и бархатные, имеющие 30-80 насечек на 10 мм длины.
Длина напильников от 100 до 450 мм ( через 50 мм).
Драчевые напильники применятся для снятия с детали слоя металла до 0,7- 1 мм, личные - используют после драчевых.
Механизация операции опиливания достигается применением опиловочных станков, шлифмашинок, специальных приспособлений.
Напильники изготавливаются из сталей марок У12, У12А, У13, У13А, 14ХФ и 13Х, а также из быстрорежущей стали.

Чтобы яснее мыслить, избавьте своё рабочее место от всего лишнего. Слишком большое количество вещей отвлекает и рассеивает внимание. А ещё нагромождение на столе мешает найти нужное, заставляя тратить время и силы на поиски понадобившейся ручки или документа. Уберите со стола всё, что не имеет отношения к работе. Исключение – пара милых сердцу фотографий или другие вещицы, помогающие вспомнить приятные моменты.
Регулярно убирайте на столе и в ящиках
Рекомендуется проводить ревизию рабочего места несколько раз в месяц, чтобы не доводить ситуацию до момента, когда срочно требуется разобрать залежи вещей. Достаточно посвящать 10–15 минут уборке на столе и в выдвижных ящиках, чтобы всегда поддерживать порядок. Вот ещё несколько рекомендаций, которые помогут сохранять чистоту на рабочем месте:
- Поставьте под столом корзину для мусора.
- Положите в верхний ящик стола антибактериальные салфетки, чтобы протирать поверхности.
- Также стоит обзавестись салфетками для оптики, которыми можно обрабатывать экран компьютера.
- Периодически очищайте клавиатуру – там скапливается много мусора и пыли, что создаёт привлекательную среду для вредных микроорганизмов. Для начала переверните клавиатуру и вытряхните из неё мусор, затем почистите стыки между клавишами при помощи баллончика со сжатым воздухом (такой можно приобрести в магазине электроники). После этого протрите клавиатуру различные выемки и углубления в клавиатуре ватной палочкой, смоченной в изопропиловом спирте или другом мощном антисептике. Следите, чтобы палочка не была слишком влажной и внутрь клавиатуры не попадало большое количество жидкости.
Организуйте рациональное хранение вещей
Различные системы для хранения прекрасно помогают расчистить рабочий стол. Канцелярские принадлежности будут рассортированы и освободят пространство. Ещё больше полезных советов по хранению вещей в рабочей зоне вы найдёте в нашем сборнике лайфхаков для дома.
Отведите место под провода
Чтобы вам не мешали провода от техники и зарядных устройств, прикрепите на край стола канцелярский биндер – пусть он выступает в роли держателя. Для проводов, которые не должны быть постоянно подсоединены, заведите специальный контейнер.
Разберите файлы на компьютере
Проведите ревизию файлов и папок на компьютере. Захламлённое виртуальное пространство действует на наше сознание и концентрацию внимания ровно так же, как обычный рабочий стол, заставленный лишними вещами, – заставляет отвлекаться и терять настрой. Обязательно выделите около часа времени, чтобы разобрать файлы, удалить ненужное и почистить почту. Знатоки советуют на всякий случай сделать копии самых важных документов в облачном сервисе, чтобы в случае неполадок с компьютером, они не были утеряны.
Зонируйте своё рабочее пространство
Это поможет мозгу сформировать связь между конкретной задачей и местом, под неё отведённым, – что, в свою очередь, повысит эффективность работы. Например, пусть в вашем распоряжении будет зона для работы за компьютером и без него – скажем, уголок стола, где удобно разбираться с бумагами, или, если есть такая возможность, диван, чтобы комфортно расположиться с ноутбуком. Плюс такого зонирования ещё и в том, что вы сможете в течение дня менять позу, а это положительно сказывается и на здоровье, и на работоспособности.

Обеспечьте комфорт
Поскольку за работой мы проводим немалую часть дня, место для неё должно быть комфортным: удобный стул (в идеале – ортопедическое кресло), чтобы не затекала шея и не болела спина, хорошее и приятное для глаз освещение, оптимальная высота стола и другие детали.
Не ешьте на рабочем месте
Крайне плохая идея – есть за рабочим столом. Некоторые умудряются обедать, не отрываясь от дел. Кажется, будто так мы экономим время, совмещая сразу две вещи, но на самом деле плохо выполняем и то и другое. Во-первых, чаще всего страдает качество работы, поскольку вы не погружены в неё. Во-вторых, есть риск съесть больше, чем нужно, и всё равно не почувствовать сытости – мозг, отвлечённый на другие задачи, просто не успеет распознать сигналы насыщения. А ещё в попытке совместить работу с едой мы нередко пренебрегаем полноценным обедом, выбирая закуски, более удобные для поглощения на ходу: чипсы, бутерброды, сладости. Отдельное обеденное время и место помогут зарядиться энергией и вернуться к работе с новыми силами.

Большую часть жизни современный человек проводит на работе, поэтому вопросы простора, чистоты и организованности рабочего места сегодня очень актуальны. Дело в том, что бардак не только снижает общую продуктивность сотрудника, но и заставляет его постоянно терять время на поиски нужных предметов и документов.
Сделать свою работу более эффективной и повысить концентрацию, чтобы успевать больше, поможет грамотная систематизация вещей, находящихся на рабочем столе.
Как организовать рабочее пространство: уборка
Любая перестановка должна начинаться с генеральной уборки. Чистый стол – это не только вопрос гигиены, но и просторное поле для творчества.
Тщательно протереть рабочие поверхности будет проще, если все вещи с них на время убрать. И хотя кажется, что это долгий процесс, на самом деле переставлять и перетирать все предметы рабочего стола по одному будет гораздо дольше.
Уделите процессу уборки достаточно времени: используйте специальные моющие средства, отполируйте царапины, ответственно отнеситесь к устранению засохших пятен, обработайте поверхности полиролью. Вы удивитесь, насколько преобразится рабочее место, попутно повысив и вашу продуктивность.
Далее необходимо избавиться от бесполезных вещей. Разбейте все предметы со своего стола на два «лагеря»: нужные и ненужные. В процессе может обнаружиться, что большую часть вашего рабочего пространства занимают позапрошлогодние календари, устаревшие бумаги и прочие вещи, захламляющие стол. Весь этот мусор нужно выкинуть.
Если рядом с вами всегда стоял какой-то памятный предмет, например, фотография, ее убирать необязательно. Хотя можно заменить новой, «освежив» тем самым пространство.
Если в процессе уборки обнаружились вещи, которые в ежедневной работе не используются, но выкинуть их нельзя, то просто аккуратно сложите их в контейнер и переместите в шкаф. Таким образом вы и место освободите, и важные для себя предметы сохраните.

Как организовать эффективное рабочее место?
Хорошо организованное рабочее место – это всегда упорядоченное пространство. Попробуйте изменить привычное расположение вещей на столе. Вы можете разместить их «зеркально» старой расстановке или изначально продумать, как лично вам будет удобнее использовать предметы на рабочей поверхности. Так вы внесете эффект новизны в обыденный, привычный глазу вид. Вполне вероятно, что обновленное таким образом пространство вдохновит вас на более продуктивную деятельность.
Чтобы понять, в каком конкретно порядке расставить вещи, подключите интуицию. У каждого человека свое понимание комфорта, поэтому важно определить, как именно вам будет удобнее всего расположиться: сядьте за стол, закройте глаза и подумайте, в какой части своего рабочего пространства вы бы подсознательно искали тот или иной предмет. А затем просто разместите вещи соответственно вашему представлению об их оптимальном местоположении.
Еще один совет касается канцелярских принадлежностей. Запаситесь бумагой, карандашами, скрепками и прочими вспомогательными вещами впрок. Однако и здесь есть свой лайфхак: будучи постоянными незаметными спутниками рабочего процесса, некоторые канцелярские «штучки» могут также разбавить однообразие и монотонность вашей ежедневной деятельности. Для этого стоит купить не белые, а цветные стикеры или красивую необычную ручку. Такие мелочи создают комфортную для человека обстановку.
Рабочий стол – это не только чистое и упорядоченное пространство, предназначенное для компьютера и канцелярии. Это место, где сотрудник проводит значительную часть своего времени, поэтому тут всегда есть место любимому, греющему душу предмету. Фотография в яркой рамке, небольшое кашпо, сувенирная статуэтка, смешная чашка – уместно все, что сможет порадовать вас. Главное, не переборщить с количеством.
Как организовать рабочее место в офисе: систематизация и эффективность
Расположив предметы на рабочем столе, задумайтесь, как можно сгруппировать их так, чтобы освободить больше места:
- Ручки, карандаши и прочие пишущие предметы соберите в специальную подставку;
- Все электронные девайсы расположите рядом с компьютером;
- Скрепки, файлы, степлер и прочее храните около принтера.
Сохраняя строгий порядок, вы сможете находить вещи интуитивно, а значит освободите время для решения более важных вопросов.
Второстепенные, но все-таки используемые предметы рекомендуем распределить по ящикам рабочего стола. Для мелких принадлежностей лучше всего купить лоток, который по габаритам подойдет к вашим выдвижным ящикам. Место для каждой вещи выбирайте в зависимости от частоты применения: те, что необходимы каждый день, размещаются в верхних ящиках, остальные – в нижних.
Все неиспользуемые предметы, которые по каким-то причинам нельзя выкинуть, стоит сложить в шкаф. Если такой возможности нет, то от захламленности вас избавят специальные большие пластиковые контейнеры. Хранить их можно как возле рабочего стола, так и под ним.
Старые бумаги рассортируйте по папкам и уберите в картотеку. Для документов, используемых ежедневно, приобретите лотки. Чаще всего они многоступенчатые, что позволяет, не смешивая, хранить разные бумаги в одном месте.

Как должно быть организовано рабочее место?
Систематизировав таким образом свое рабочее пространство, вы сможете меньше времени тратить на поиск нужных вещей, освободив его либо для решения важных рабочих вопросов, либо для отдыха.
Однако, если не приучить себя поддерживать порядок на столе, через пару дней рабочее место опять захламится. Важно запомнить, что у каждой вещи есть свое место, куда и стоит ее возвращать после использования. Само собой, выработка стойкой привычки может занять некоторое время, но результат того стоит.
Как правильно организовать рабочее пространство: правила
Еще несколько советов, которые помогут правильно организовать рабочее место, навести идеальный порядок и повысить вашу эффективность:
- Продумайте систему хранения документов. Если это папки, то они должны быть подписаны и пронумерованы;
- Не забудьте о мусорном ведре возле рабочего стола;
- Не переборщите с личными вещами. Они отвлекают от рабочего процесса и снижают продуктивность;
- Приобретите ящики для хранения ненужных предметов и бумаг;
- Не пренебрегайте удобством стула. Он обязательно должен быть оснащен спинкой.
Как организовать рабочее место дома?
Работать дома с одной стороны очень комфортно, а с другой – сильно расслабляет. У фрилансеров и людей, трудящихся в формате «home office» часто возникают проблемы с самоорганизацией. Никто не контролирует время начала и конца работы, не отслеживает количество и продолжительность перекуров, не следит за длительностью обеда и так далее.
Чтобы избежать неприятных моментов, нужно помнить, что домашнее рабочее место по сути ничем не отличается от офисного. Все приемы организации пространства на территории работодателя применимы и для дома.

Основное правило, неукоснительное соблюдение которого необходимо для продуктивной деятельности в привычном месте, – наличие четкого графика работы и отдыха. Никто не может концентрироваться на одном занятии слишком долго, даже находясь дома, поэтому стоит обозначить время, после которого нужно делать обязательные перерывы. Например, давать себе 15 минут отдыха после каждого часа работы.
Здесь важно, чтобы эти 60 минут действительно тратились на рабочие вопросы, без гаджетов и прочих отвлекающих вещей. Такой формат организации трудовой деятельности поможет вам и продуктивно работать, и успевать по хозяйству (никто не мешает за отведенные на отдых 15 минут пропылесосить или помыть посуду).
Обвести мелом место выпуклости.
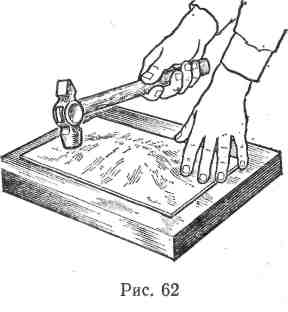
Положить лист на плиту выпуклостью вверх так, чтобы он лежал всей поверхностью на плите.
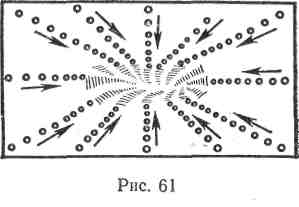
Придерживая лист левой рукой, правой наносить удары молотком от края листа по направлению к выпуклости, как показано стрелками на рисунке, по мере приближения к выпуклости удары наносить чаще и слабее.
Во время правки поворачивать лист в горизонтальной плоскости так, чтобы удары равномерно распределялись по всей его площади(рис. 61).
Обвести выпуклости мелом.
Нанося удары молотком междувыпуклостями, свести все выпуклости в одну.
Придерживая лист на плите левой рукой, прогладить его деревянным или металлическим бруском.
При правке лист периодически переворачивать (рис. 63).
При выполнении приемов правки соблюдать следующие правила безопасности труда:
1. При правке полосового и пруткового металла пользоваться рукавицами.
2. Правку выполнять молотками и кувалдами, прочно насаженными на рукоятку.
3. Запрещается выполнять правку полос и прутков, имеющих трещины.
4. При правке полоса или пруток должны касаться плиты или наковальни не менее чем в двух точках.
Контрольные вопросык инструкционной карте 7
«Правка металла»
1. Как организовать рабочее место для правки металла? Почему для правки применяются массивные наковальни или правильные плиты?
3. Какими способами можно проверить прямолинейность выправленной металлической полосы?
а) диаметром 10 мм?
б) диаметром 30 мм?
5.Как определить искривление вала?
7.Определить изгибающий момент при правке вала на гидравлическом прессе, если расстояние между опорными призмами, на которых лежит вал, равно 600 мм, диаметр цилиндра пресса 100 мм, давление в цилиндре 20 ат.
10.Предложите способ правки металлической полосы, имеющей винтовой изгиб.
13.Почему при правке прутка или полосы удары молотком наносят по выпуклым местам, а при правке металлического листа - около выпуклости?
15.Какие правила безопасности труда необходимо соблюдать при правке полосового,круглого и листового металла?
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ
«ОРЛОВСКИЙ ТЕХНИКУМ АГРОБИЗНЕСА И СЕРВИСА»
Цикловой методической Зам. директора по учебной работе
комиссией _______________ Павликова Л.Н.
Протокол № __________ «___» _____________________201__г
от «___» _____________201__г.
_______________ Петухова Е.Г..
Инструкционная карта №8 по МДК:
«Слесарное дело и технические измерения»
Мценск,2017
ИНСТРУКЦИОННАЯ КАРТА 8
ГИБКАМЕТАЛЛА
Упражнения.
1. Гибка в тисках.
2. Гибка с применением приспособлений.
4. Примерныеобъекты работ: губки накладные для тисков, скобы, чертилки, крючки из проволоки 0 5 мм, хомутики и обоймы ножовки, латунные трубки 06—10 мм, газовые трубы 3/4".
Инструменты иоборудование: молотки слесарные массой 500 г, линейка измерительная, разметочный инструмент (чертилка, циркуль разметочный), пресс винтовой или гидравлический.
Приспособления и материалы:тиски, оправки разные, гибочные штампы разные, трубогиб роликовый, гибочное приспособление для чертилок, масло машинное, песок речной мелкий.
Упражнение 1–Гибкав тисках
Примечание. В холодном состоянии можно изгибать детали из листовой стали толщиной до 5 мм, из полосовой стали толщиной до 7 мм, из круглой стали диаметром до 10 мм.
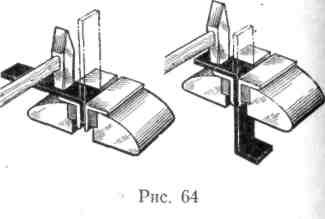
1. Изогнуть полосу под прямым углом.
Отметить чертилкой место изгиба.
Закрепить полосу в тисках так, чтобы разметочная риска была обращена к неподвижной губке тисков и выступала над ней на 0,5 мм.
Ударами молотка, направлены к неподвижной губке, изогнуть полосу под прямым углом.
Следить, чтобы на детали не оставалось вмятин, при необходимости применять молоток со вставками. Из мягкого металла (рис. 64).
2. Изогнуть полосу под острым углом с применением оправок.
Отметить чертилкой место изгиба.
Закрепить полосу в тисках вместе с оправкой так, чтобы риска была обращена в сторону загиба и выступала над ребром оправки на 0,5 мм.
Ударами молотка изогнуть полосу до полного прилегания ее к грани оправки (рис. 65).
3. Изогнуть полосу двойным изгибом с применением оправок.
Изогнуть полосу способом, описанным в п. 1.
Отметить место второго изгиба.
Закрепить полосу в тисках вмести с оправкой, соблюдая ранее указанные требования.

Примечание. При массовом изготовлении деталей типа скоб рекомендуется применять оправки, размеры которых соответствуют размерам деталей, что исключает вторую разметку.
Дата добавления: 2018-06-27 ; просмотров: 1463 ; Мы поможем в написании вашей работы!
Рабочие места рихтовочно-сварочных работ в автосервисе
Производители автомобилей выпускают каталоги оборудования, рекомендуемого для использования на рабочих местах при ремонте кузова (рис. 10.1 в, 10.1 г). В то же время рабочее место должно быть организовано с учетом характера повреждений, особенностей конструкции кузова и необходимости обеспечения рентабельности [89]. Рихтовка кузовка должна производиться в соответствии со специальным «Каталогом рихтовочных работ» [89]. Кроме того, должна быть обеспечена возможность восстановления поврежденных стекол и полимерных деталей кузова. На рабочем месте рихтовщика работают два человека. Требования к рабочим регламентируются ЕТКС (Единым тарифно-квалификационным справочником).
Площадь рабочего места рихтовочно-сварочных работ [89] равняется 48 м2 (6 мх8 м),
но может быть и 40 м2 (5 м х 8 м). Речь идет о рабочем месте, оборудованном рихтовочным стендом. В том случае, когд а производственная площадь ограничена из-за большой стоимости строительства и земли, площадь рабочего места может быть 28,6 м2 (4,4 м х 6,5 м). Согласно рекомендациям В. В. Волгина [14] рабочее место рихтовки может иметь площадь 28 м2 (7 м х 4 м) без рихтовочного стенда или 40 м2 (5 м х 8 м). Московский научно-исследовательский институт НИИАТ рекомендует площадь рабочего места, равную площади оборудования и оснастки, умноженной на четыре [119].
Требования к помещению для выполнения рихтовочно-сварочных работ:
• должно быть отделено от других рабочих мест и иметь звукоизоляцию [119], так как при выполнении некоторых работ создается шум до 105 дБ (допустимый уровень громкости низкочастотного шума— 90 дБ, среднечастотного — 85 дБ, высокочастотного — 75 дБ);
• хорошее естественное освещение, за счет чего обеспечивается высокая производительность труда, освещение рабочего места должно составлять 400—500 люкс [14];
• хорошая вентиляция (кратность обмена воздуха 1/1) и вытяжка для удаления не только дыма и паров сварки, но и мелких частиц; должно быть оборудовано системой отсоса газов;
подвод электроэнергии, сжатого воздуха, кислорода, ацетилена должен осуществляться сверху; рекомендуемая температура 16—18° С[12], [119].
Только на больших СТО с численностью рабочих более 40 человек, на которых не выполняются технологические циклы разборки-сборки автомобиля, устанавливается два стапеля. На СТО, выполняющих только кузовные работы с циклом разборки-сборки кузова, устанавливаются два стенда при численности рабочих около 30 человек.
Современное оснащение кузовного участка (СТО) позволяет восстановить кузов автомобиля после аварии до заводских параметров. Степень повреждения влияет только на время работ по восстановлению кузова.
По данным сайта компании «Свера- Сервис» [ 120] на участке восстановительных работ должно быть такое оборудование:
1) стапель для правки кузовов в комплекте с системой измерения нижней и верхней частей кузова (см. рис. 10.1 в);
2) подъемник автомобильный хтя разборки автомобиля (иногда необходим и для установки автомобиля на стапели определенных конструкций);
3) сварочный полуавтомат;
4) универсальный аппарат сварки сопротивлением в комплекте с аппаратом для правки скрытых пол остей и токовыми клещами для точечной сварки;
5) аппарат плазменной резки металла;
6) набор гидравлического инструмента, включающий гидроцилиндр прямого и обратного действия (для операций стяжки-растяжки), различные удлинители и разжимы;
7) мобильный стеллаж для хранения демонтированных деталей и перемещения их на склад;
8) кран гаражный для снятия агрегатов с автомобиля (может находиться на участке слесарных работ);
9) верстак с тисками;
10) домкрат подкатной;
11) телега для транспортировки автомобилей с разбитой осью;
12) блок подготовки воздуха;
13) специальные приспособления, шаблоны и инструмент для кузовного ремонта: стойки, фиксаторы проемов, тележка для установки дверей, цепи разной длины, набор захватов и т. д. (рис. 10.1 з, 10.1и, 10.1к);
14) набор инструмента жестянщика (рис. 10.1л);
15) набор слесарного инструмента для разборки и сборки автомобиля;
16) комплект пневмоинструмента: гайковерт, отрезная и зачистная машинки, пневмозубило, пневмолобзик, пневмонож для срезания стекол, пневмодрель и др.
Основным оборудованием рабочего места восстановления кузова является стенд восстановления геометрии кузова, например Totem 107/5 стоимостью 46000 евро, Dozer (Blackhawk), Korek, Gelette, Naja, Shark, «Роема» (MK-1 Мини, MK-2 Норма, MK-3 Мастер), Wedge Clamp, Autorobot и др. Необходим также многофункциональный сварочный аппарат (например Spanesi Punto Е07). Кроме стендов восстановления геометрии кузова рихтовочно-сварочные работы выполняются на подъемниках и напольных рабочих местах, количество которых зависит от производственной программы предприятия.
Непременным условием восстановления геометрических размеров кузова автомобиля, задаваемых производителем, является жесткая установка кузова на стапеле [120]. В настоящее время широко распространены две системы правки кузовов: классическая и шаблонная, в основе которых лежат разные принципы крепления кузова к стапелю и процесса правки.
Классическая система предусматривает крепление кузова за пороги автомобиля. Прикладывая усилия к различным точкам, методом последовательного приближения, периодически проводя замеры, добиваются требуемого положения контрольных точек [120].
Достоинствами данного метода являются достаточно простое и быстрое крепление автомобиля на стапеле, а также сравнительно низкая цена такого стапеля. Недостатки проявляются в процессе работы. При приложении усилия к одной точке кузова возможно смещение других, ранее выставленных точек. По этой причине необходимо постоянно конт-ролировать изменение
размеров. В результате сложно добиться приведения размеров кузова к заводским, да и трудоемкость качественного ремонта очень велика [ 120].
Шаблонная система основана на креплении кузова автомобиля за его технологические отверстия к конструкции стапеля. На каждый тип автомобиля имеются карты расположения технологических отверстий кузова. Для крепления используются специальные адаптеры-переходники (джиги), которые обеспечивают точную и надежную фиксацию кузова на стапеле [ 120]. При правке кузов закрепляют на раме стапеля заточки, которые сохранили свое правильное расположение. Далее прикладывается усилие к точке, положение которой смещено. При достижении точкой заданного положения ее крепят при помощи джиг к раме стапеля, после чего приступают к вытяжке другой точки. При такой технологии «исправленная» точка остается неподвижной на закрепленном месте.
Шаблонная система фиксации имеет две разновидности. В первом случае джиги крепятся на раму стапеля через специальные колонны и балки. Для каждого типа кузова требуется свой комплект джиг, колонн и балок, поэтому для универсального участка кузовного ремонта стоимость всех необходимых комплектов очень высока, а при появлении новых автомобилей их потребуется еще больше. Во втором случае (система предложена и запатентована итальянской фирмой ВВМ) джиги крепятся на универсальные колонны, высота которых задается и фиксируется по необходимым размерам. Положение колонн на раме стапеля тоже задается и фиксируется при помощи универсального комплекта балок. И колонны, и балки, и сама рама имеют удобные встроенные линейки. В результате можно создать шаблон для любого требующего ремонта кузова.
Стоимость такой системы значительно ниже. Она обладает еще одним преимуществом: устройство крепления джиг одновременно является и системой измерения. В любой момент наглядно видна вся геометрия нижней части кузова с точностью до 1 мм. После правки нижней части кузова производится ремонт верхней части. Недостаток такого метода — более длительная установка кузова на стапель, что компенсируется точностью геометрии восстановленного кузова и отсутствием необходимости постоянных измерений в процессе ремонта из-за «ухода» размеров [120].
Что касается сварочной аппаратуры, то, помимо привычных полуавтоматов и контактной сварки, очень полезен аппарат для правки скрытых полостей — спотер, значительно повышающий производительность работ при устранении дефектов в труднодоступных местах. Спотер позволяет привариться к погнутому элементу кузова и с помощью обратного молотка вытянуть вмятины на машине.
Аппарат плазменной резки позволяет производить резку металла разной толщины. Конфигурация разреза может быть различной. Скорость резки очень высокая. Аппарат безопасен, прост в работе, позволяет делать аккуратные разрезы, почти отсутствует нагрев разрезаемого металла. Горючий газ не требуется [ 120].
Специальная тележка для перевозки аварийного автомобиля, не способного к самостоятельному передвижению или перекатыванию, значительно облегчает
эту работу. Этому же способствуют специальные фиксаторы при выправке дверных и оконных проемов и т. д. [ 120].
Читайте также: